Collective and combination orders
Some items are produced continually (permanent orders), but not always for the same customer. In order to keep the administration of such orders to an absolute minimum, a 'collective order' can be created
out of such orders in the ALS. The designation of this collective order is transferred to the machine. For purposes of logging the progress of this order, it is not necessary to transfer the various order designations to
the machine. The produced parts are assigned to each order according to programmable criteria in the ALS.
A different situation arises when different items are produced on one mould. For this case ALS offers the function of forming 'combination orders',
in which the orders for the various items are combined.
Collective order
One and the same item is produced on a machine for different production orders. The production progress and the events during production are now to be automatically booked to these orders.
-
Select one or more of these production orders from the list of orders. Press the button 'add to collective order'  . (it is not possible to nest collective orders!) The orders compiled in a collective order must have identical
data in 'Program' and 'Mould'.
. (it is not possible to nest collective orders!) The orders compiled in a collective order must have identical
data in 'Program' and 'Mould'. 
-
Select the 'create new collective order' option in the 'add to collective order'
dialog and quit the dialog with the 'OK' button.
-
Input the designation of the collective order at 'Order' in the 'Create new collective order' dialog. When you select '
permanent order' the collective order is transferred to the machine with '0' nominal quantity. When all production orders are completed, all further produced parts are booked to the collective order. The following type of 'bookings'
can be selected for the produced parts:
-
'Sequential' means the production orders are processed in the order in which they were placed. 'Parallel' means the finished parts are distributed evenly
over the available orders, in accordance with the no. of cavities specified in the orders (so that the smallest order is completed first). For bookings which are 'filled according to nominal quantities',
the orders are filled in relation to their nominal quantities so that the orders are all completed at about the same time.
When the collective order is created, the affiliated production orders are displayed in a separate list, which has dedicated
function buttons. With  you can change the order in which the orders are to be processed.
you can change the order in which the orders are to be processed.
Further orders can
be added to this list from the list of orders.
The 'General specifications' of a collective order, such as cycle time, cavity count, set-up and strip-down time as well as the manpower ratio are taken from the order scheduled first. Changes to these general specifications in the collective
order are undertaken in the dialog 'Change work phase'.
Combination orders
Combination orders are compiled of production orders, for which different parts are produced in the same mould or in a master mould with different inserts. In order for the combination mould and its components to be correctly documented, the combination
mould must be specified in the subordinate production orders. Enter the number of cavities at Cavity count for the respective 'Insert' so that the produced parts
can be allocated to the orders in the correct relationship.
To create a combination order, you must first create the production orders. Select these production orders from the list of orders and press the button 'add to combination order'  . In the dialog now displayed you select 'create new combination order'.
In the next dialog you enter the name of the new combination order. At 'Select mould, program and cycle time' you add the information which can be used on the machine .
. In the dialog now displayed you select 'create new combination order'.
In the next dialog you enter the name of the new combination order. At 'Select mould, program and cycle time' you add the information which can be used on the machine .
Enter the designator of the combination mould on the machine and in the combination order so that the times and shot counts are booked for all components of the combination mould. When selecting the mould and program, a special combination field is of assistance here.
In the dialog 'Input personnel ratio' you match the specification for the time required of personnel for the completion of the
combination order. 100% in the 'Set-up' field means here that one person is required for the duration of the set-up operation.
It appears after the dialog 'Input cavity count for production
orders'. Check whether the specifications in the production orders comply with the details of the mould or inserts used. When the combination order is on the active level of the machine, the ALS only has
possibility of comparing whether the no. of cavities specified in the combination order and those signalled back from the machine is the same! In the last step you transfer the 'material selection' and required quantities specified in the
production orders to the material specification of the combination order.
The number of cavities specified on the machine muss concur with the cavity count stated in the sub orders in order for the produced parts to be correctly assigned
to the orders. This means that the correct number of cavities must be entered in the machine program currently being used or it must be altered manually on the machine. If you close one of the cavities, then you must correct the number of cavities
given in the sub-order belonging to this part. For this purpose use the function 'Change actual cavity count' in the list compiled for the combination order.
 Change no. of cavities
Change no. of cavities
 Delete production order from combination order
Delete production order from combination order
If you have collective orders, which refer to parts which are produced in a combination mould, you can compile collective orders to a combination order. When you select a collective order from the list of the
combination order, a further list appears which displays the sub-orders of the collective order.
Parts post to partial orders of a combination order
Parts can be booked manually for partial orders of a combination order via the mobile terminal "Mobile Production".
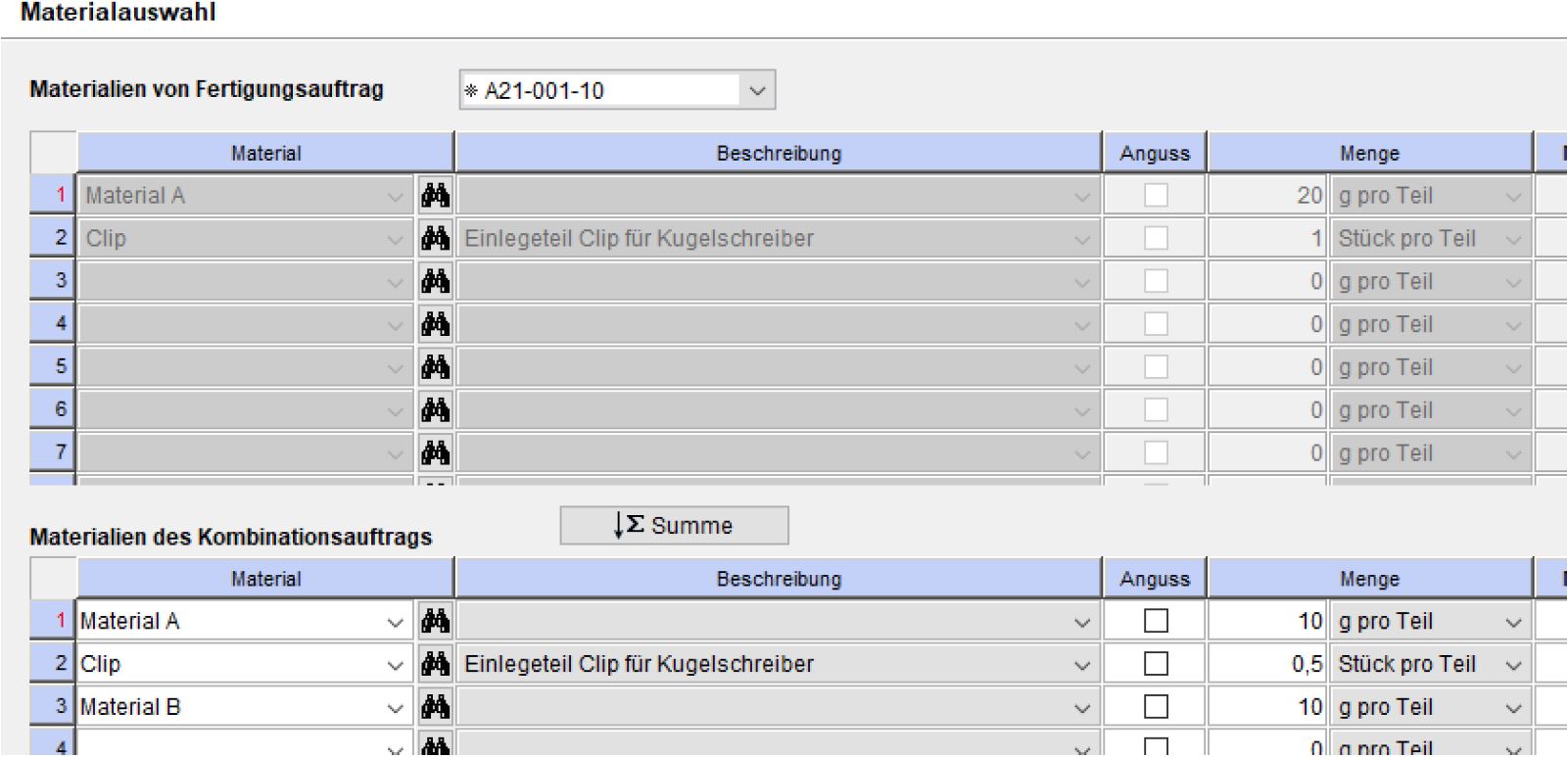
How is the material quantity "pieces per part" calculated in a combination order?
If "pieces per part" is selected in a combination order, this amount is calculated in proportion to the cavity.
Example:
A ballpoint pen is to be manufactured in a combination tool. This consists of a "lower part", an "upper part" and an insert part "clip". The insert is now selected in the material selection as "piece per part".
One upper part and one lower part fall out of the combination tool per shot (cavity = 2). This results in a calculated quantity of 0.5 pieces per part for the clip.
How is the material batch of the partial orders accepted?
If the partial orders do not have a material batch, "from material master" is automatically entered.
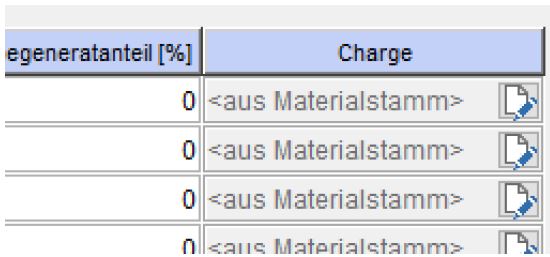
-> If the batch of a material is changed in the material master, the change also affects the combined output.
These material batches can be taken over from the partial orders by clicking on "Total".
Attention!
If two partial orders use the same material, but contain different material batches, the user must decide on one batch.
Two different batches are not permitted in this case.