In the order administration a list of all orders known to the system is displayed.
To administrate the orders various functions are available which you can find in the icon bar, or in the PopUp menu which you access with the right mouse key. In the Selection mask over the list, you can select various criteria to reduce the number of orders displayed. By entering the complete designation at 'Total designation' you can call up an order even if it is a sub-order in a collective or combination order.
The 'Total order designation' is made up of the 'order' and 'work phase' designation together. The 'Total order designation' is unique in the ALS, i.e. it exists only once. If the total order designation cannot be displayed by a machine, the ALS generates a 'numerical designation' and transfers it to the machine. Each order consists of 1 or more work phases. The first work phase can be for example the formation of a part, the second phase the deburring of the part and the last phase the counting of the parts before stacking them. The ALS administrates the following “types” of orders:
manufacturing
and
maintenance.
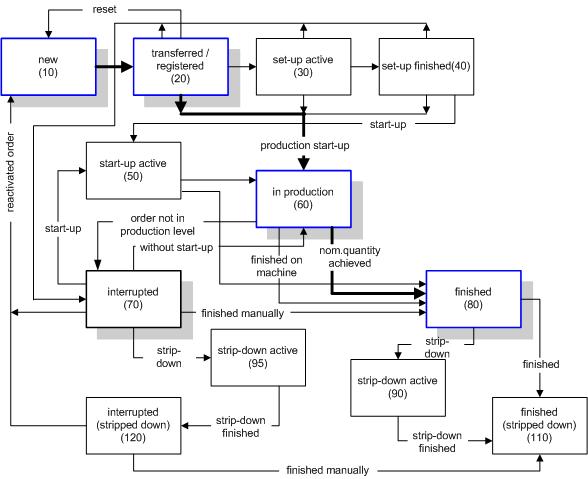
An order can assume the following 'Statuses':
|
10 |
new |
|
20 |
transferred / registered |
|
30 |
set-up active |
|
40 |
set-up finished |
|
50 |
start-up active |
|
60 |
in production |
|
70 |
interrupted |
|
80 |
finished |
|
90/95 |
strip-down active |
|
110 |
finished (stripped down) |
|
120 |
interrupted (stripped down) |
The transition from 'interrupted (70)' to 'in production (60)' is only carried out when the order designation was previously moved from the production level to the preparation level of the machine and is now back in the production level again. This function was created, e.g. in order to be able to interrupt a large order to carry out a smaller one in between.
An order can be terminated on a machine from the ALS. To do this, you call up the pop-up menu of the machine in the machine hall and activate the function “Orders on machine”. Select the order in the active level in the displayed dialog and click on the red stop button “Interrupt order”. Alternatively you can stop the machine and terminate the order manually
When an order is “reactivated” the difference between the nominal part count and the previously produced part count is taken over as the new nominal part count.
If the data of an order cannot be transferred to a machine or a work station, the 'Order status' can be changed with the ‘Change status’ function.
![]() Copy - a copy of the selected order is created and
given a new name.
Copy - a copy of the selected order is created and
given a new name.
![]() Erase - the data of the selected order are erased from the ALS.
Erase - the data of the selected order are erased from the ALS.
![]() Transfer/log on - The displayed dialog
offers the option of transferring the order data to a machine or of logging the order on to a machine /work station. In the former case, the program specified in the order
data will be checked whether it is available for the selected machine and whether it has the status of ‘production’. If a program is available it is transferred to the machine. After this the order data are transferred.
Transfer/log on - The displayed dialog
offers the option of transferring the order data to a machine or of logging the order on to a machine /work station. In the former case, the program specified in the order
data will be checked whether it is available for the selected machine and whether it has the status of ‘production’. If a program is available it is transferred to the machine. After this the order data are transferred.
When an order is logged
on to a machine/work station, the data reporting the order progress are recorded even if the order is not scheduled in the plan table for this machine. This function is required when no plan table is available.
![]() Inhibit / enable - Inhibits or enables an order for
transfer to a machine. The order can only be enabled by the user who inhibited it.
Inhibit / enable - Inhibits or enables an order for
transfer to a machine. The order can only be enabled by the user who inhibited it.
![]() Change status – In this
dialog the order statuses which the selected order can acquire next are displayed for selection.
Change status – In this
dialog the order statuses which the selected order can acquire next are displayed for selection.
With this function you can time the sequences ‘set-up’, ‘start-up’ and ‘strip-down’ even when the respective facilities are not available on the
machine controller.
Note: An order can only take on the status 'Interrupted (stripped down) (120)' and 'Ready (stripped down) (110)' when the order designation is no longer displayed in the machine status.
![]() Book parts / time - In this dialog
the order statuses which the selected order can acquire next are displayed for selection. With this function you can time the sequences ‘set-up’, ‘start-up’ and ‘strip-down’ even when the respective facilities are not available on the machine controller.
Book parts / time - In this dialog
the order statuses which the selected order can acquire next are displayed for selection. With this function you can time the sequences ‘set-up’, ‘start-up’ and ‘strip-down’ even when the respective facilities are not available on the machine controller.
'Book good part as a bad part'
'Add good parts to booking'
‘Remove good parts from booking'
'Book bad parts as good parts'
'Add bad parts to booking'
For orders which are controlled by 'time' and not by 'quantity', time can be added or subtracted from the planned duration. A booking remark (reason for making the booking) must be entered for each booking. The booking remarks are stored under 'Master data->Events'.
![]() Changing an order charge - this opens the dialog for changing the charge designation.
The changes are logged in the order journal.
Changing an order charge - this opens the dialog for changing the charge designation.
The changes are logged in the order journal.
![]() Changing the actual number of cavities - With this function you can change the actual number of cavities in a mould for an order which is being produced parallel to another order on one machine. This function is required e.g. when you are producing the top and bottom parts of a ball point pen in one mould. You have a separate production order for each part. The order designation for the top part is displayed by the machine controller. You have scheduled the order for the bottom part in the ALS plan table to run parallel with the top part. The mould has a total of 8 cavities, four each for the top and bottom parts. In the orders you have specified 4 cavities. If you have to close one cavity, change the number of cavities on the machine from 8 to 7. In the order belonging to this cavity you can change the value from 4 to 3 with the ' Change actual cavity count' function. This guarantees that the produced parts will be correctly 'booked' in the ALS .
Changing the actual number of cavities - With this function you can change the actual number of cavities in a mould for an order which is being produced parallel to another order on one machine. This function is required e.g. when you are producing the top and bottom parts of a ball point pen in one mould. You have a separate production order for each part. The order designation for the top part is displayed by the machine controller. You have scheduled the order for the bottom part in the ALS plan table to run parallel with the top part. The mould has a total of 8 cavities, four each for the top and bottom parts. In the orders you have specified 4 cavities. If you have to close one cavity, change the number of cavities on the machine from 8 to 7. In the order belonging to this cavity you can change the value from 4 to 3 with the ' Change actual cavity count' function. This guarantees that the produced parts will be correctly 'booked' in the ALS .
Note: The change undertaken here affects the logging of the order but not the actual order data.
The scenario described above can be realised more effectively with a combination order.
![]() Order info - all available info on the
selected order is displayed. The order data can be printed from this order info.
Order info - all available info on the
selected order is displayed. The order data can be printed from this order info.
![]() Edit description - a text page can be made for
each order which is transmitted to the machine together with the other order data. Here you can submit further information on the order to the machine operator. Changes are saved with
Edit description - a text page can be made for
each order which is transmitted to the machine together with the other order data. Here you can submit further information on the order to the machine operator. Changes are saved with ![]() .
.
![]() Document administration - The documents of a selected order are displayed.
Document administration - The documents of a selected order are displayed.
![]() Production protocol - displayed in relation to an order. Data are only available when the production protocol on a machine has been transferred to the host processor.
Production protocol - displayed in relation to an order. Data are only available when the production protocol on a machine has been transferred to the host processor.
![]() Change mould data - a dialog relating to the selected order is displayed
in which the specified mould can be replaced by a different one. In this dialog you can access the mould data sheet by clicking on the
Change mould data - a dialog relating to the selected order is displayed
in which the specified mould can be replaced by a different one. In this dialog you can access the mould data sheet by clicking on the ![]() symbol.
symbol.
![]() Add to collective order - Function for starting a new collective
order or expanding an existing one.
Add to collective order - Function for starting a new collective
order or expanding an existing one.
![]() Add to combination order - Function for starting a new
combination order or expanding an existing one
Add to combination order - Function for starting a new
combination order or expanding an existing one
![]() Deleted orders – After deletion the production orders are removed from the list of orders, but not from ALS completely. After deletion they can still be called up in the “Deleted orders” dialog for information purposes or permanently deleted, if required.
Deleted orders – After deletion the production orders are removed from the list of orders, but not from ALS completely. After deletion they can still be called up in the “Deleted orders” dialog for information purposes or permanently deleted, if required.
Several order-related 'reports' are available in the order list.
Order progress (with or without subordinate work phases)
Order info (with or without header data / with or without subordinate work phases)
Order journal (here changes made to the order data are logged.)
Order production resources (with or without subordinate work phases)
In the report 'Order production resources' the OEE (overall equipment effectiveness) is specified. This is calculated from the equation:
OEE = availability * performance * quality
whereby
Availability = actual production time / plan assignment time
Performance = nominal production time / actual production time = (actual production volume * nominal cycle time / nominal cavity) / actual production time
Quality = good parts / (good parts + bad parts)
Order/shift
Order/day
Order/tab
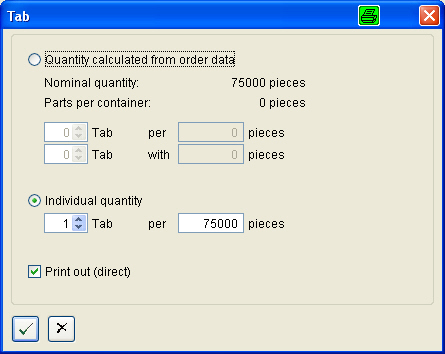
The information required to create item tabs is taken from the order or item data entered.
In the “Tab” dialog the number at 'Parts per container' specified in the order is used as standard to calculate the required number of item tabs. If, for example, you have specified that 500 parts are packed in a container and the order consists of 1800 parts, 3 tabs are printed for 500 pieces and 1 tab for 300 pieces.
The option 'individual quantity' becomes automatically active when no ‘parts per container’ are specified in the order data.
With the 'print out (direct)' option you specify whether the item tabs are to be printed out directly on the printer or first displayed in Acrobat Reader®.
The information in the 'Customer' and 'Customer order' boxes is taken from the order header data. The picture of the item must be configured in the Master data of the item. 'Packaging type' and 'Packaging remarks' can also be entered here under 'Addition'.
In order to be able to create a new 'production order' the respective item data must be available. The item data are to be input in the master data of the ALS.
The 'Total order designation' is made up of the actual 'order designation' and the 'Work phase designation'. As a standard, 12 characters are permissible for the order and 4 characters for the work phase. If the 'Total order designation' is to be displayed on the target machine, then only characters which can be displayed by the controller should be used. Do not use the underscore '_'. This character cannot be input in ARBURG controllers.
When an 'item' is selected, the specifications for mould, program and material are automatically entered. The number of cavities is taken from the mould data and the cycle time is taken from the item data. All inputs can be edited. When 'mould' and 'program' are selected, a special combination field is offered for assistance.
At 'Material' you normally take over the data 'as specified in master data'. Otherwise you can select only one material and make no further specifications. You access the list with the material information pertaining to the item via the button with the 'Info' symbol.
If a delivery deadline is exceeded, the date and time, which you have specified as the planned end are the basis for displaying this information.
Orders for items produced in permanent orders can be combined in collective orders.
By selecting a machine you specify that the order is only to be produced on this machine. When a machine group is selected, the order can be produced on a machine of this group.
On the 'Description' page, 5 lines are available for additional information.
If your system is equipped with the optional function 'Production variants' the variants available are displayed for selection in the plan table when scheduling a new order. In the check box 'without production variant' you determine that no variants are to be used in this order.
![]() All data marked red must be input.
All data marked red must be input.
A work phase is automatically created together with the order and given the designation ‘0010’.
In the input mask ‘Change order’ you will find the functions for changing the ‘Header data’ as well as ‘Change’ the work phases and ‘Define’ new work phases. The following functions are available to change an order :
![]() Edit order data – the dialog for changing the ‘header data’ is displayed.
Here you store information on the customer, packaging and costs.
Edit order data – the dialog for changing the ‘header data’ is displayed.
Here you store information on the customer, packaging and costs.
![]() Create work phase
Create work phase
![]() Change work phase
Change work phase
![]() Copy work phase – the work phase is copied and given a new designation
within the order.
Copy work phase – the work phase is copied and given a new designation
within the order.
![]() Erase work phase – the work phase is deleted from the order. Erasing the last
work phase erases the whole order!
Erase work phase – the work phase is deleted from the order. Erasing the last
work phase erases the whole order!
![]() Print order – you can print the order data either with or without the header data. You
can only print the selected work phases or all work phases.
Print order – you can print the order data either with or without the header data. You
can only print the selected work phases or all work phases.
Note: The designation of a scheduled order can not be changed!
The standard designation of a work phase consists of four characters. If you input less than four characters, noughts are placed at the beginning of the number to make it up to four. The work phases are carried out in alphanumerical order i.e. '0015' comes after '0010' and before '0A20'. The order defines the sequence of processing parallel work phases.
In ‘Specifications’, when ‘maintenance’ work phase is selected, only values for ‘Nominal’ need be input and ‘Hours’ selected.
![]() The change made at ‘Nominal quantity’ is transferred directly to the machine when the work phase
is currently on a machine and it can take over the data.
The change made at ‘Nominal quantity’ is transferred directly to the machine when the work phase
is currently on a machine and it can take over the data.
![]() 'Mould' and 'Program' can only be changed
for orders which have the status ‘new’.
'Mould' and 'Program' can only be changed
for orders which have the status ‘new’.
![]() When you change the entry 'As specified by PPS' in the 'Material' field on orders which originate from your PPS (production planning system), the information from the original specifications of the PPS will be lost!
When you change the entry 'As specified by PPS' in the 'Material' field on orders which originate from your PPS (production planning system), the information from the original specifications of the PPS will be lost!
The 'Specifications' for 'Nom. set-up time' and 'Nom. strip-down time' are displayed in the plan table.
If the order was generated in ALS, the 'origin' ‘ALS’ is defined as 'Source'. If the order data have originated from a superior system, this will be defined as ‘HOST’.
In the box 'Personnel ratio' you specify in [%], how much time the machine operators work on the machine, in relation to the scheduled time. 100% represents one person over the entire period. 200% stands
for two persons.
In this way you can create a scenario, in which two persons are required for set-up and strip-down and for production only one person with 5% of his time. Please note that when you specify a staff ratio for your production, the
times during which no staff are available are added to the time bar of the order in the plan table.
If the order was generated in ALS, the 'origin' ‘ALS’ is defined as 'Source'. If the order data have originated from a superior system, this will be defined as ‘HOST’.
The specification made at ‘latest end’ in ‘Nom. schedules’ is used in the plan table to indicate whether the order can be finished within the deadline.
With 'Disposition type' you determine whether the order remains pinned 'to schedule', as planned in the plan table, or whether it is to be scheduled as a ‘direct follow-on’ to the previous order in the time axis. The fields ‘disposition status' and 'fixed' are set in accordance with what has been specified in the plan table for this order.
![]() If the machine which has been defined for the production of this order is not available, you can change your specification here, so that
you can plan another machine for this order in the plan table.
If the machine which has been defined for the production of this order is not available, you can change your specification here, so that
you can plan another machine for this order in the plan table.
If work phases of an order are to be carried out simultaneously, input in the field ‘Pre-run’ how many parts must be made before the next work phase can be started. 'Min. resting time' and 'max. resting time' indicate the time frame within which the produced parts can be processed in the next work phase.
In 'Priority' you input a number indicating the precedence of the order. ALS makes no limits to the range of this number so that you can define your own priority range. 'Trace batch' indicates that the batch must be traceable.
At 'Charge' you enter an alpha-numerical designation as a unique identification of the charge.
On the 'Status' page you will find information on the current status of the order i.e. the machine on which the order is being processed, the processing ‘status, the ‘quantities’, ‘cycle time’ and the time at which the order was last logged.
In the 'Deleted orders' dialog there is a function for managing the information relating to these orders.
In the order list only the active production orders are to be displayed, as a rule. After the orders have been completed, they are no longer of any interest to production and are deleted. The case can however arise, e.g. complaints, in which details of the production order need to be traced after a longer period of time. For this purpose various reports, log data and Excel tables are kept available on a network which can be accessed by all ALS Clients.
![]() When opened the list is at first empty. The deleted orders are not displayed until a selection has been made. By specifying selection criteria the waiting time is shortened. If you have selection criteria, which match most orders, enter these and press the 'Save settings' key.
When opened the list is at first empty. The deleted orders are not displayed until a selection has been made. By specifying selection criteria the waiting time is shortened. If you have selection criteria, which match most orders, enter these and press the 'Save settings' key. ![]() When the list is opened again the next time, the selection criteria and the respective orders are displayed.
When the list is opened again the next time, the selection criteria and the respective orders are displayed.
The 'deleted orders' are not displayed immediately in the list after being deleted, but after a few minutes.
![]() Select the required order from the list and call up the 'Document administration'.
Here all available Reports, Protocols and Excel tables are displayed. Double-click on the list item to view the document. The following documents are available:
Select the required order from the list and call up the 'Document administration'.
Here all available Reports, Protocols and Excel tables are displayed. Double-click on the list item to view the document. The following documents are available:
Order info (PDF)
Order journal (PDF)
Order progress (PDF)
Order PRA (Production Resources Account) (PDF)
Order shift (PDF)
Order day (PDF)
Set-up protocol (HTML)
Production protocol (HTML)
Parameter list (XLS) (Parameter list of programme which was transferred to the machine at a certain time.)
![]() Once the 'period of safekeeping' has expired, you can remove the
archived documents from the list with the 'delete permanently' function.
Once the 'period of safekeeping' has expired, you can remove the
archived documents from the list with the 'delete permanently' function.